컷 앤 쏘운 니트(cut and sewn knit) 의류제조의 스티치 사용 실태에 관한 연구
A Study on the Usage of Clothing Stitches of Cut and sewn knit Garment Fabrication
Article information
Trans Abstract
The use of standardized stitches in globalized apparel markets is becoming increasingly important. However, many apparel vendors still use disunified stitches, such as Japanese and English. This study analyzes the usage of clothing stitches of cut and sewn knit garment fabrication of small companies. The results of the analysis of 464 worksheets of cut and sewn knit garments are as follows. First, of the 464 worksheets, only 4.31% are labeled as ISO 4915 No. Among the 1,399 stitches, only 3.15% were marked with the ISO 4915 No. Second, among 1,399 stitches, ISO 4915 No. 406 followed by 401 was the most frequently used. Third, in the case of the top, ISO 4915 No. 406 was used the most; in addition, ISO 4915 No. 401, 301 and 304 were also frequently used. Fourth, in the case of the bottoms, the stitch with the highest frequency was ISO 4915 No. 406 followed by ISO 4915 No. 103 and 401, respectively. Fifth, in the case of the top, ISO 4915 No. 406 was most commonly used in hemlines and sleeve edges; in addition, in the case of the bottoms, ISO 4915 No. 406 and 103 were most commonly used as hemlines. In conclusion, it is important to use international standard stitches, especially for the most frequently used stitches. By using the standard stitches, the communication errors between production departments can be reduced and information can be accurately delivered.
서론
의류산업은 원료부터 유통까지 다단계로 형성된 가장 글로벌화 된 고부가가치 산업 중 하나로 많은 국가들이 의류 생산 네트워크에 참여하고 있다(Korea Federation of Textile Industries(KOFOTI), 2017; Lee, 2013). 우리나라 의류산업의 구조는 해외의존형·수출주도형으로 균형 잡힌 생산 기반을 바탕으로 높은 수준의 생산기술을 보유하고 있다(KOFOTI, 2017). 2000년대 이후 산업 전반에 걸쳐 글로벌 시장의 확장과 더불어 대형화된 기업 환경이 형성되고 업무의 전문성이 요구되면서 생산 효율의 극대화를 위해 OEM 생산 방식이 증가하게 되었으며, 2010년을 전후로 OEM 생산 방식이 활발하게 이루어지면서 의류 벤더 업체에 대한 관심이 높아졌다(Lee, 2013). 의류 OEM 산업은 글로벌 의류 공급 구조에서 의류제조 부문을 담당하며 해외 법인에서 제품을 생산한 후 수입국으로 수출하는 방식으로 이루어져 있는데(Lee, 2013), 글로벌 생산시스템에서는 공급과정에 참여하는 업체들의 경쟁력을 바탕으로 한 분업화와 협업을 통한 효율성의 극대화가 무엇보다 중요하다고 할 수 있다. 따라서 의류 제품의 상품화 과정에서 표준화된 제품들로 생산될 수 있도록 제품 생산과정을 관장하는 업무를 담당하는 직업이 테크니컬 디자이너이다(Ha, 2017). 글로벌 생산 네트워크에서 패턴, 봉제, 소재 등에 대한 전문 지식 부족과 테크니컬 커뮤니케이션의 기술 오류는 사고빈도를 높이고 생산성을 하락시키는 원인이 될 수 있기 때문에(Lee & Camille Steen, 2012), 의류 제품 개발과정 및 제조 과정에서 각 영역을 연결하는 테크니컬 디자이너의 역할 및 업무가 매우 중요하다(Ha, 2017; Kim & Kim, 2012). 국가직무능력표준(NCS, National Competency Standards)에서도 테크니컬 디자인 직무능력에 대해서 글로벌 소싱 제품의 최상의 품질을 위하여 샘플의 핏 개선, 생산 전 핏 완성, 테크니컬 패키지 작성 및 초두생산 제품의 품질을 확인하는 능력으로 정의하고 있다(National Competency Standards(NCS), 2016).
세계적으로 편직의류 제품의 수요가 계속해서 증가함에 따라 의류 벤더 업체의 주요 품목 역시 컷 앤 쏘운 니트(cut and sewn knit)의 비중이 높은데, 캣 앤 쏘운 니트는 우븐(woven)과 같이 재단과 봉제 과정을 거치지만 사용되는 재봉기기와 그 봉제 방법은 많은 차이가 있다(Ha, 2017). 재단 부위의 올 풀림과 특유의 신축성으로 인하여 봉제 시 늘어나는 문제를 해결해야 하기 때문이다. 특히, 의류 제품 생산과정에 있어서 봉제 과정은 상품의 가치를 좌우하는 중요한 과정중 하나이다. 의류 제품의 품질을 위해서 의복의 용도 및 원단의 특성에 따라 스티치의 종류가 결정되며, 스티치의 종류에 따라 사용되는 산업용 재봉틀의 범주 역시 결정되어 진다(Lee & Camille Steen, 2012). 현재 국내 패션 관련 교육기관 대부분의 교과목들은 우븐 위주의 패턴 제작과 봉제방법에 집중되어 있고, 스티치의 종류와 그에 따라 사용되는 재봉기기의 종류가 다양함에도 불구하고 경제적인 여건상 컷 앤 쏘운 니트에 사용되는 재봉기들을 모두 갖추지 못하고 있으며, 컷 앤 쏘운 니트를 제조하는 생산 현장의 봉제 실태를 파악하고 니트 봉제에 사용되는 스티치 및 표준화된 용어에 관한 연구도 활발하게 이루어지지 않고 있는 실정이다.
또한 현재 국내 의류 생산 현장에서는 영어와 일본어식 용어들이 혼재되어 사용되고 있으므로(Lee, 2015) 의류 벤더 업체의 테크니컬 디자이너들은 주문 제품의 원단과 소재의 특성에 따라 봉제 방법을 확인하고 결정하여 생산 관련 구성원들에게 현장에서 사용되는 용어로 변경하여 작업지시서를 작성하는 과정을 거치게 된다. 이러한 과정에서 커뮤니케이션 오류 발생 가능성이 높아지게 되고, 이는 글로벌 시장에서의 경쟁력을 하락시키는 원인이 될 수 있다(Lee & Camille Steen, 2012). 따라서 정확한 정보 전달과 효율적인 생산관리, 그리고 경쟁력 확보를 위해 국제 표준 용어의 공유 및 사용이 시급하며, 의류패션 교육기관의 효율적인 실무교육 강화 및 테크니컬 디자인 업무 역량 제고를 위해서도 국제표준규격을 바탕으로 한 실질적인 봉제 교육이 매우 필요하다.
글로벌 생산시스템에서 경쟁력을 높이고 생산 네트워크의 원활한 커뮤니케이션을 위해 대형 벤더 업체들을 필두로 비공식 현장 용어를 최소화하고 생산공정에 관한 용어들을 ISO 규격으로 사용함으로써 주문업체(바이어)-벤더 업체-제조공장 간의 용어 일원화에 힘쓰고 있다(Ha, 2017; Lee & Camille Steen, 2012). ISO 4915(Textiles-Stitch Types-Classification and Terminology)는 의류생산 과정에서 사용되는 다양한 종류의 스티치 유형을 분류한 국제표준규격이다(International Organization for Standardization(ISO), 1991). 글로벌한 생산환경으로 급변하면서 테크니컬 디자인 업무의 역량 강화를 위해 전문 용어의 활용, 원칙과 기준이 있는 시스템화가 필요한데, 표준화된 스티치 사용 실태에 관한 연구는 미미한 실정이다.
이에 본 연구에서는 국제 표준화 기구(ISO 4915)와 NCS에서 제시하고 있는 한국표준산업(KS K 0029-1989)의 스티치 형식의 분류와 표시 기호를 기준으로, 의류 벤더 업체의 작업지시서(Technical Package)에 표기되어 있는 컷 앤 쏘운 니트 의류 제조에 사용되는 스티치 사용 실태를 조사·분석하여 효율적인 테크니컬 디자인 업무 및 실질적인 봉제 실무교육을 위한 기초자료를 마련하는데 그 목적이 있다. 표준화된 용어를 바탕으로 한 실질적인 봉제 실무교육은 글로벌 생산 구조에서 체계적인 생산시스템을 구축하고 테크니컬 디자이너의 업무 경쟁력을 높일 수 있을 것으로 판단된다.
이론적 배경
1. 국제 표준화 기구와 한국표준산업의 스티치 형식의 분류와 표시 기호 (ISO 4915 & KS K 0029-1989)
ISO(International Organization for Standardization,; 국제 표준화 기구)는 국제간 교류를 용이하게 하고 국제간의 협력을 도모하기 위해 세계적인 표준화 및 관련 활동의 발전 개발을 도모하는 것을 목적으로 설립된 비정부간 기구로 전기 관계를 제외한 모든 분야의 규격을 제정하는 대표적인 기구이다. 이에 따라 ISO는 IS(ISO 규격)라는 국제규격과 관련된 자료를 발행하고 있다. 국내에서도 수출입과 해외 직접 투자가 점차 증가하면서 가장 많이 이용되고 있는 국제규격의 하나이다(Reaserch Council of International Standard, 2010). 국제 표준화 기구(ISO)가 세계 공통으로 제정한 국제규격으로 ISO 9000(품질), ISO 14000(환경) 등 다양한 분야의 규격이 있는데(Reaserch Council of International Standard, 2010), 이 중에서 ISO 4915(Textiles-Stitch types-Classification and terminology)는 의류 생산과정에서 사용되는 다양한 종류의 스티치 유형을 분류한 국제 표준 규격이다(ISO, 1991).
ISO 4915는 사용되는 재봉기기와 용도 등을 기준으로 스티치 종류를 분류하여 그림과 사진을 제시하고, 봉제법과 스티치 형태 및 용도에 대하여 설명하고 있다. 이 정보들은 글로벌 생산 환경에서 효과적인 커뮤니케이션을 담당하고 있다. 세계적인 규모의 봉사업체 AMERICAN & EFIRD사에서는 의류 봉제에서 사용되는 스티치 유형을 정리하여 자사 홈페이지에 게재하고 있다(http://www.amefird.com). 해당 목록은 ISO 4915 No., 스티치 명칭, 용도 등 스티치에 대한 구체적인 설명들을 명시하고 있다(Figure 1).
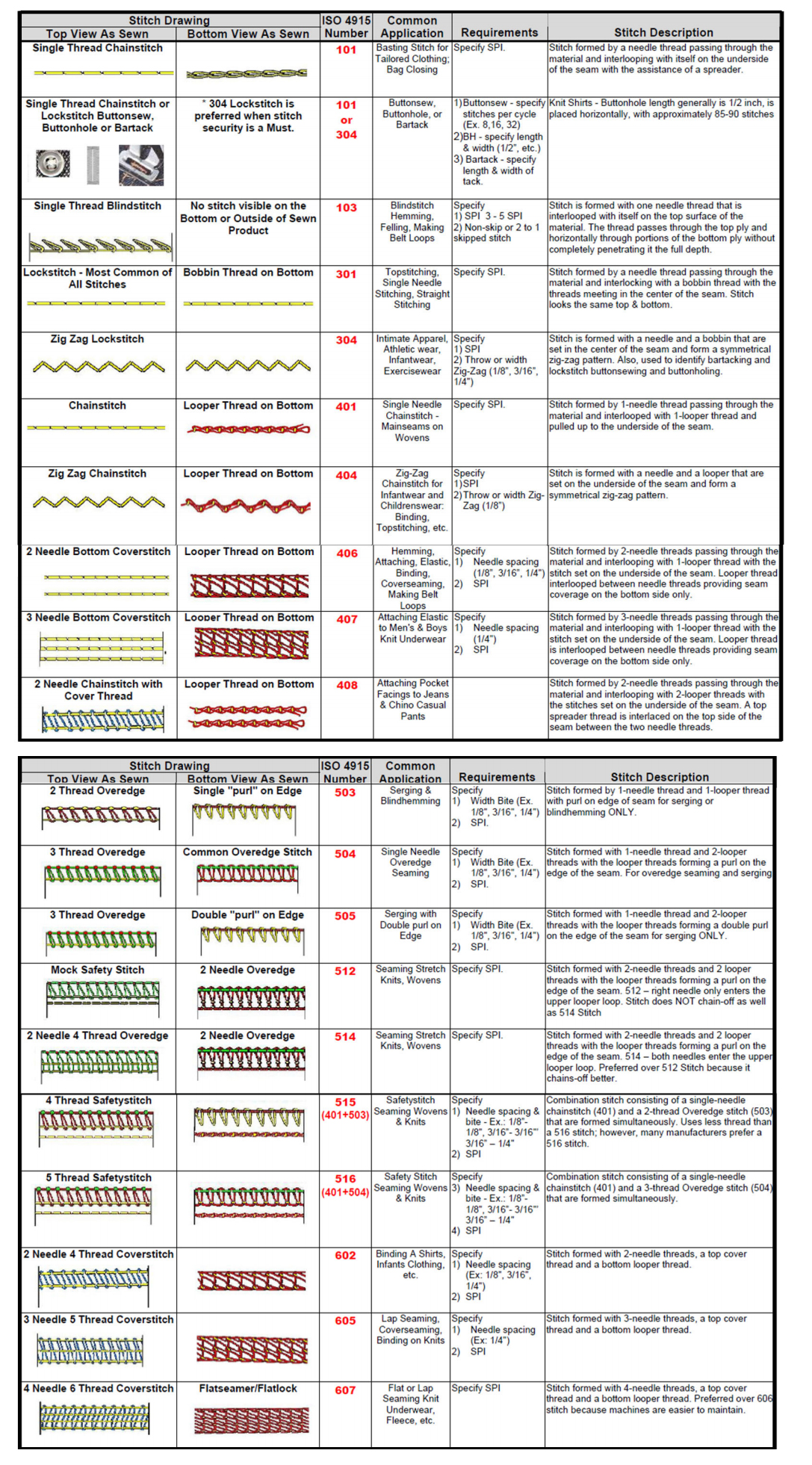
ISO Stitch terminology
(Figure source: http://www.amefird.com/wp-content/uploads/2009/10/Stitch-Type-Matrix.pdf)
국가직무능력표준은 산업현장에서 직무를 수행하기 위해 요구되는 지식·기술·태도 등의 내용을 체계화한 것이다(NCS, 2016). NCS는 섬유·의복 분야를 섬유제조와 패션으로 분류하고, 봉제에 관한 자료는 패션제품 생산에서 제직의류생산, 편직의류생산, 가죽·모피생산, 패션소품생산, 한복생산 5가지로 세분화하여 NCS 학습모듈을 제공하고 있다. NCS 학습모듈에서는 스티치의 종류와 형식을 한국표준산업의 KS K 0029-1989(스티치 형식의 분류와 표시 기호)에서 분류한 6등급의 스티치 유형을 제시하고 있다(Table 1). 국제표준기구에서 제시하는 ISO 4915 No.와 동일하게 표시하고 있으나, ISO 4915 No.와 같이 세분화된 스티치 용어와 용도에 관한 정확한 설명과 사진 등의 보완이 필요할 것으로 판단된다.
NCS Stitch Types
2. 테크니컬 디자인 교육 자료에서의 스티치 범주와 종류
테크니컬 디자이너 양성을 위해 대학 및 패션 교육기관들은 2013년부터 관련 교과목을 개설 및 편성하였으며(Ha, 2017), (사)테크니컬디자인협회(Association of Technical Design)는 국내 패션산업의 발전과 테크니컬 디자이너 양성을 위해 2016년부터 테크니컬 디자이너 자격 검정 과정을 운영하고 있다(Ha, 2017; http://www.technicaldesign.co.kr). 패턴 제작과 그에 따른 의류 제작 방법에 대해서는 많은 자료들이 있으나 국내 테크니컬 디자인 업무에서 필요한 패턴 수정 및 의류 제조에 따른 스티치 범주와 종류들을 다루고 있는 교재는 한정되어 있다. 대표적인 교재로는 「테크니컬 디자인 지침서」(Lee & Camille Steen, 2012)와 「테크니컬디자이너 자격증 검정시험 예상 문제집」(Association of Technical Design, 2018)을 들 수 있다.
「테크니컬 디자인 지침서」(Lee & Camille Steen, 2012)는 테크니컬 디자인 업무에 대해 미국 의류산업을 중심으로 글로벌 의류 상품화 과정에 대한 총체적으로 다루고 있으며, 디자인 기획부터 생산 현장에서까지 사용되는 지식과 기준에 대하여 자세하게 설명하고 있다. 스티치의 종류는 미국 정부 규격(U.S. federal standard)에 따라 분류된 등급별로 용도 및 형성된 특징에 대하여 그림과 함께 세세하게 묘사하고 있으나 그 양이 매우 방대하여 실질적이고 핵심적인 내용 습득에는 어려움이 따른다고 할 수 있다.
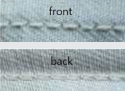
「테크니컬디자이너 자격증 검정시험 예상 문제집」(Association of Technical Design, 2018)은 테크니컬 디자인 업무에 필요한 핵심을 정리하고 그에 따른 시험 예상 문제들로 구성되어 있다. 「테크니컬 디자인 지침서」를 참고로 하여, 스티치 종류를 크게 등급으로 나누고, 대표적인 스티치를 봉제 된 앞뒤 그림으로 간단하게 설명하고 있다. 테크니컬 커뮤니케이션 파트에서 글로벌 소싱을 위하여 주로 사용되는 스티치 종류와 솔기 처리에 관한 용어들을 나열하고 있지만, 그 용도와 스티치에 대한 자세한 설명은 없고, 스티치 종류에 대한 자세한 설명이 부족하고 국제 표준 규격(ISO No.)에 대해서 별도의 설명이 없으므로 테크니컬 디자이너 양성을 위한 전문 자료로서 국제 표준 규격에 관한 내용의 추가 및 정리가 필요할 것으로 판단된다.
의류 및 패션 교육기관에서 사용되고 있는 봉제 관련 교재들은 기본적으로 우븐에 대한 패턴 제도와 그에 따른 제작 방법으로 구성되어 있으며, 교육 프로그램 역시 우븐 봉제 방법에 위주로 진행되고 있는 것이 현실이다. 다양한 소재에 대한 봉제 방법에 대한 교육 프로그램은 부족한 실정이라고 할 수 있다.
Kim (2009)은 소재의 신축성에 따라 쓰이는 스티치로 오버록 스티치, 오버에지 스티치, 체인 스티치, 커버 스티치, 플랫록 스티치, 블라인드 스티치의 용도에 대해 설명하였다. 그리고 니트 소재의 신축성을 크게 세 부류로 나누어 니트웨어의 봉제 기법과 니트 탑과 팬츠의 평면구성, 입체구성 및 제작기법에 대해 고찰하였다. 또한 컷 앤 쏘운 니트 제품의 수요가 증가함에 따라 구성 및 제작기법에 대한 연구가 지속되어야 한다고 하였다.
편직의류 제품에 대한 연구는 주로 봉제형과 무봉제형을 비교하거나(Ki et al., 2010), 니트 의류 제품의 생산 방식에 대한 연구(Koo, 2011; Yoon, 2012), 봉제 니트 제품의 글로벌 소싱에 대한 연구(Eum & Kim, 2015)등 니트 의류제품의 생산 방식에 대한 연구들이 대부분인 것으로 나타났다.
Lee (2015)는 니트 생산 경로를 살펴보고 제품 생산 현장에서 사용되는 봉제 용어들을 수집하여 사전적 의미 및 교육 용어와 조사·비교하였다. 분석 결과, 니트 제품 생산 현장에서 사용 가능한 용어 자료도 없을 뿐만 아니라 사용되는 봉제 용어들은 일본어식 표현과 영어식 표기를 사용하고 있다고 하였다. 또한 소규모 업체일수록 구전으로 전해진 외래어가 많이 사용되고 있다고 하였다. 그리고 하나의 봉제 용어가 2~3개의 명칭으로 혼용되어 사용되고 있어 혼동을 줄 수 있다고도 하였다. 이는 생산 구성원들 사이의 커뮤니케이션 문제가 발생하여 생산관리에 있어서 비효율적임을 지적하고 표준화된 용어 사용이 체계적 생산관리에 유용할 것이라고 주장하였다. 그러나 ISO 국제표준규격에 따른 용어 사용에 대한 제안은 없는 것으로 나타났다.
그 밖에도 Park 등(2016)은 기능성 의류 봉제법으로 시접이 없이 신축성이 있는 오드람프 스티치의 봉제 방향에 따른 신장률의 특성과 의복압을 연구하여, 원단의 신장률과 소재의 두께에 따른 의복압을 반영한 봉제가 이루어져야 한다고 주장하였다. 그러나 Park 등(2016)의 연구는 오드람프 스티치(ISO 4915 No. 607; flatlock stitch) 의복압의 변화를 분석한 연구로 표준화된 봉제 용어 사용에 대한 언급은 없었다. 이와 같이 컷 앤 쏘운 니트 제품의 봉제 용어들을 ISO 기준에 따라 작업지시서에 사용된 봉제 용어를 분류하고 분석한 연구는 미미한 실정이다.
연구방법
1. 자료 수집
본 연구에서는 구직자와 기업을 연결해주는 인터넷 업체인 인크루트(https://www.incruit.com/company)의 기업정보를 활용하였다. 2017년 매출액을 기준으로 매출액 3천억 원 이하의 의류 벤더 업체들은 다수 존재하고 있는 것으로 나타났다(Kim & Kang, 2016). Kim & Kang (2016)은 국내 주요 의류 OEM 업체들을 매출액 규모 기준으로 3천억 원 이하의 하위그룹, 5천억원 내외의 중위 그룹, 1조 원 내외의 상위 그룹으로 구분하였다(http://www.korearatings.com). 이 중에서 주생산 품목이 컷 앤 쏘운 니트(cut and sewn knit) 제품을 위주로 OEM 생산을 하는 9개 의류 벤더 업체들을 대상으로 연구 협조 이메일을 발송하였다. 연구 협조가 가능하다고 답변한 5개 업체 중에서 국내와 국외에 모두 생산 기반을 보유하고 있는 업체를 선정하였다. 선정된 업체는 캐주얼 웨어(casual wear)를 주요 아이템으로 생산하고 있고, 2017년 매출액이 1∼2 천억 원대로 파악되는 남양 인터내셔널, FTN(For The New), 푸른텍스타일, 국동으로 총 4개 업체였다. 의류제조를 담당하는 해외 공장 소재지는 주로 중국, 베트남, 필리핀, 멕시코, 인도네시아, 방글라데시 등에 위치하고 있으며, 스포츠웨어(sports wear), 라운지 웨어(lounge wear), 캐주얼 웨어(casual wear) 등을 주요 아이템으로 생산하고 있다. 선정된 4개의 의류 벤더 업체로부터 작업지시서(Technical Package)를 수집하였으며, 작업지시서 샘플은 편의표본으로 추출하였다.
수집 시기는 2018년 7월 1일∼2018년 8월 15일이었으며, 작업지시서는 2015년∼2017년에 작성된 컷 앤 쏘운 니트(cut and sewn knit) 품목의 작업지시서로 제한하였다. 업체 당 100∼150부씩 총 500부를 수집하였고, 그중에서 작업지시서의 스케치 상에서는 스티치가 있으나 스티치 용어를 텍스트로 표기하지 않은 작업지시서는 수집대상에서 제외하였다. 이에 연구에 사용할 수 있다고 판단되는 작업지시서 상의 330부와 하의는 134부 총 464부를 분석에 사용하였다.
2. 자료 분류 및 분석 방법
테크니컬 디자인 업무에 관한 교재(Association of Technical Design, 2018; Lee & Camille Steen, 2012) 및 ISO(국제표준화기구)에서 분류한 스티치 종류들을 조사한 후, 의류 벤더 업체 4곳으로부터 수집한 컷 앤 쏘운 니트 품목의 작업지시서에 표기된 스티치 용어들을 추출하고, 국제표준규격의 스티치 용어들이 어떠한 스티치 용어로 변형되어 사용되는지에 대하여 조사하였다. 추출된 스티치 용어들의 사용 빈도를 측정하기 위하여 텍스트로 표시된 스티치를 국제표준규격인 ISO 4915 No.로 변경하여 분석하였다. 자료 처리는 Excel과 SPSS 24.0 통계 패키지를 활용하여 기술통계 분석을 실시하였다.
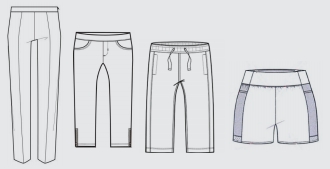
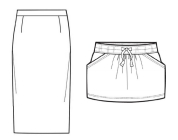
수집된 작업지시서는 품목, 복종별로 구분하여 분류하였다. 작업지시서는 상의 330부, 하의 134부였다. 상의에서 재킷과 점퍼로 구성된 아우터(Outer: 7부), 원피스 드레스로 구성된 드레스(Dress: 40부), T-셔츠(T-shirt: 283부)들로 구성되어 있었고, 하의는 팬츠(Pants: 124부)와 스커트(Skirt: 10부)로 구분되었다. 분석에 사용된 작업지시서에서 각 아이템별로 세부적인 디자인 디테일을 제외하고 길이와 형태의 측면에서 대표적인 디자인을 선정하여 작업지시서의 디자인 스케치를 Table 2에 제시하였다.

Item Classification of Technical Package
결과 및 고찰
1. 규격화되지 않은 스티치 용어 사용 실태
분석에 사용된 464부의 작업지시서에서 ISO 4915 No.를 사용하고 있는 작업지시서는 20부(4.31%)로 나타났다. 총 1,399개의 스티치에서 ISO 4915 No.로 표시된 것은 44회(3.15%)였으며, ISO 4915 No.로 표시된 스티치는 401(20회), 406(12회), 514(8회), 504(4회) 4개만 표시되어 있는 것으로 나타났다(Table 3).

Frequency in Use of ISO 4915 No. for Technical Package
규격화되지 않은 스티치 용어 사용 실태는 Table 4와 같다.

Types of Stitch Terms Used at the Production Site
ISO 4915 No. 406(2-needle bottom cover stitch)은 ‘두줄 삼봉’으로 가장 많이 사용되고 있었고(64.81%), ‘DNCS’ (21.46%), ‘2needle (bottom) cover stitch’(11.16%)의 순으로 사용되고 있는 것으로 나타났으며, ‘ISO (4915 No.) 406’로 표시된 것은 406을 표시한 466개의 스티치 용어 중에서 12회(2.58%)만 나타났다. 401은 ‘본봉 탑스티치’가 가장 많이 사용되고 있었고(31.39%), ‘SNTS (single needle top sStitch)/ top stitch’(28.48%), ‘single needle chain stitch/ SNCHS (SNCS)’ (20.71%), ‘edge stitch’(12.94%), ‘ISO (4915 No.) 401’(6.47%) 순으로 사용되고 있는 것으로 나타났다.
ISO 4915 No. 304(zig zag lock stitch)의 경우 다양한 스티치로 활용되기 때문에 ‘나나인찌’(55.12%), ‘bar tack’(43.31%), ‘button hole’(1.57%) 등으로 사용되고 있는 것으로 나타났다. 그리고 ISO 4915 No. 504(3 thread overedge)는 ‘overlock stitch’(69.35%), ‘merrow edge stitch’(19.35%), ‘merrow hem stitch(날라리)’(4.84%), ‘ISO 4915 No. 504’(6.45%)의 순으로 사용되고 있는 것으로 나타났다. 이때, ‘merrow hem stitch(날라리)’는 작업지시서 상에서 함께 표시되어 있는 것으로 나타났다.
대형 의류 벤더 업체들 위주로 ISO 규격 용어 사용을 권장하고 있지만 작업지시서 분석 결과와 같이 동일한 스티치 종류임에도 불구하고 바이어와 업체마다 다르게 표시하거나 약자로 표시하여 사용되고 있음을 알 수 있었다. 한국의 의류 생산 현장의 특성상 봉제 관련 용어들을 영어와 일본어식 현장 용어들로 변경하여 사용하고 있기 때문으로 보인다. 이는 Lee (2015)의 연구결과와 일치하였다. ISO 4915 No. 406은 컷 앤 쏘운 니트 봉제에서 가장 많이 사용되는 스티치이지만, 표준 용어보다는 ‘삼봉’으로 가장 많이 표시되어 사용되고 있는 것을 알 수 있었다.
우븐에서는 보통 ISO 4915 No. 301(lock stitch)을 사용하지만, 컷 앤 쏘운 니트 의류는 원단의 신축성 때문에 ISO 4915 No. 401(single needle chain stitch)을 사용하는 것이 일반적이라고 할 수 있다. 한 줄 스티치의 경우 SNTS(single needle top stitch)나, edge stitch 등으로 표시되는 것으로 나타났다. 생산 현장에서 ‘오버로크’로 표현하는 ISO 4915 No. 504는 작업지시서 상에서는 ‘overlock stitch’, ‘merrow edge stitch’및 ‘날라리’등 여러 개의 용어로 사용되고 있는 것으로 나타났다. ISO 4915 No. 602(2 needle 4 thread coverstitch)와 605(3 needle 5 thread coverstitch)와 같이 ‘2줄 가이루빠’와 ‘3줄 가이루빠’등 일본식 용어로 변형되어 사용되는 경우도 많은 것으로 나타났다. 하나의 용어가 여러 개로 변형되어 표시되어 있는데, ISO 4915 No.로 표준화하여 표시하면, 정확한 정보의 전달로 작업의 효율성을 증대시킬 수 있을 것으로 판단된다.
2. 전체적인 스티치 사용 빈도
작업지시서에 표시된 스티치는 모두 1,399개로 나타났으며, 1,399개의 스티치를 국제 표준 규격인 ISO 4915 기준으로 변경하여 사용 빈도를 분석한 결과는 Table 5와 같다. 분석 결과, ISO 4915 No. 406이 466회(33.31%)로 가장 높게 나타났다. 다음으로는 ISO 4915 No. 401(309회, 22.09%)이 많이 사용되었으며, ISO 4915 No. 301(130회, 9.29%), 304(127회, 9.08%), 602(101회, 7.22 %) 등의 순으로 사용 빈도가 높은 것으로 나타났다.
Frequency in Use of Stitch Terminology for Technical Package (Cut and sewn knit)
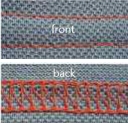
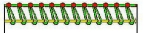
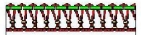
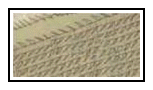
일반적으로 우븐 봉제 과정에서 의복을 합봉할 때 가장 빈번하게 사용되는 스티치는 ISO 4915 No. 301(lock stitch; 일명 본봉)이고, 컷 앤 쏘운 니트의 합봉에 일반적으로 사용되는 스티치는 ISO 4915 No. 514(2 needle 4 thread overedge)로 생산 현장에서는 흔히 ‘니혼 오바로크’로 불리고 있는 스티치이다(Figure 2). 분석에 사용된 작업지시서에서는 기본적인 합봉에 사용되는 스티치에 대해 별도의 표시가 없었으며, 주로 부위별로 장식적이거나 기능적인 목적으로 사용된 스티치들로 구성되어 있었는데, 그 이유는 주문 단계에서부터 의류 제품의 특성과 기계에 따라 그에 맞는 업체로 작업 지시가 이루어지기 때문이다. 따라서 특별한 스티치로 사용되지 않는 한 합봉에 사용되는 스티치는 ISO 4915 No. 514로 작업하는 것이 일반적이므로 따로 표시하지 않는 것으로 판단된다.

ISO 4915 No. 514 (2 needle 4 thread overedge)
(Figure source: http://www.amefird.com/wp-content/uploads/2009/10/Stitch-Type-Matrix.pdf)
ISO 4915 No. 406과 401의 사용이 높게 나타난 것은 위와 같이 대부분의 작업지시서에 의복 합봉에 대한 스티치(ISO 4915 No. 514)를 제외한 분석 결과이기 때문으로 보인다. 따라서 의복의 밑단 마무리나 장식 스티치 등의 목적으로 사용되는 ISO 4915 No. 406과 401의 사용빈도가 높게 나타났으며, ISO 4915 No. 514는 특별한 목적으로 사용될 때만 표시되어 작업지시서가 작성된 것으로 판단된다.
ISO 4915 No. 406과 401의 사용이 높게 나타난 것은 위와 같이 대부분의 작업지시서에 의복 합봉에 대한 스티치(ISO 4915 No. 514)를 제외한 분석 결과이기 때문으로 보인다. 따라서 의복의 밑단 마무리나 장식 스티치 등의 목적으로 사용되는 ISO 4915 No. 406과 401의 사용빈도가 높게 나타났으며, ISO 4915 No. 514는 특별한 목적으로 사용될 때만 표시되어 작업지시서가 작성된 것으로 판단된다.
3. 상·하의별 스티치 사용 빈도
작업지시서에 표시된 스티치에 대해 상·하의 차이를 분석한 결과는 Table 6와 같다.
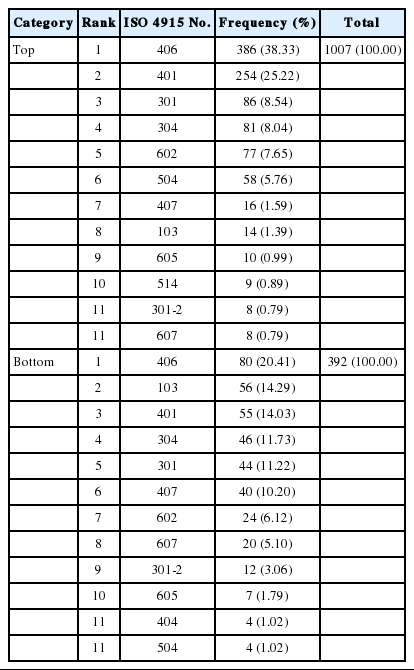
Frequency in Use of Stitch Terminology
ISO 4915 No. 406은 상의와 하의 모두에서 가장 많이 사용되는 스티치로 나타났다. 상의의 경우, ISO 4915 No. 406이 386회(38.33%)로 사용 빈도가 가장 높은 것으로 나타났다. 다음으로는 401이 254회(25.22%)로 많이 사용되는 것으로 확인되었다. ISO 4915 No. 301은 86회(8.54%), 304는 81회(8.04%) 그리고 602(77회, 7.65%), 504(58회, 5.76%)등의 순으로 나타났다. 하의의 경우, 사용횟수가 가장 높은 스티치 역시 ISO 4915 No. 406(80회, 20.41%)으로 나타났다. 다음으로 103(56회, 14.29%), 401(55회, 14.03%), 304(46회, 11.73%), 그리고 301(44회, 11.22%)의 순으로 많이 사용되는 것으로 나타났다. 그리고 407(40회, 10.20%), 602(24 회, 6.12 %)의 순으로 나타났다.
이러한 결과는 ISO 4915 No. 406이 컷 앤 쏘운 니트 의류 봉제 시 가장 다양하게 사용되고 있고, ISO 4915 No. 401은 신축성이 있는 한 줄 스티치로 상의 디자인의 끝 처리로 많이 쓰이는 방법이므로 사용 빈도가 높은 것으로 판단된다. 하의에서 ISO 4915 No. 406 이외에 103의 사용 빈도가 가장 높은 이유는 ISO 4915 No. 103은 겉으로는 보이지 않는 스티치(single thread blind stitch)로 컷 앤 쏘운 니트 의류 하의의 밑단 처리에 가장 폭넓게 사용되는 스티치 종류인 것으로 확인하였다.
4. 의류별 스티치 사용 빈도
상의는 크게 아우터(Outer), 드레스(Dress), T-셔츠(T-shirt) 종류로 분류되었다. 상의 품목의 의류별 분석결과는 Table 7과 같다.
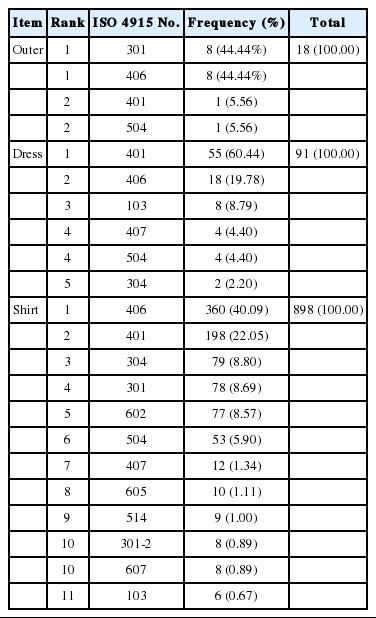
Frequency in Use of Stitch Terminology for Top
아우터에서는 ISO 4915 No. 301과 406이 8회(44,44%)씩 나타나는 것으로 분석되었다. 그리고 ISO 4915 No. 401과 504가 1회(5.56%)씩 나타났다.
드레스 종류의 스티치 사용 빈도는 ISO 4915 No. 401이 55회(60.44%)이 가장 높은 것으로 나타났다. 다음으로는 406(18회, 19.78%)이 많이 사용되는 것으로 확인되었다. 103(8회, 8.79%), 407(4회, 4.40%), 504(4회, 5.00%), 그리고 304(2회, 2.20%)의 순으로 나타났다(Table 7).
T-셔츠의 경우, 아우터나 드레스 종류보다 다양한 스티치가 사용되는 것으로 나타났다. 분석 결과, ISO 4915 No. 406이 가장 많이 사용되었고(360회, 40.09%), 401(198회, 22.05%), 304(79회, 8.80%), 301(78회, 8.69%), 602(77회, 8.57%), 504(53회, 5.90%) 순으로 나타났다. 그 다음으로는 407(12회, 1.34%), 605(10회, 1.11%), 514(9회, 1.00%), 301-2(8회, 0.89%), 607(8회, 0.89%)과 103(6회, 0.67%)의 순서로 사용되는 것으로 분석되었다(Table 7).
위와 같은 결과로 보았을 때, T-셔츠류의 봉제 작업 과정에서 ISO 4915 No. 406과 401이 가장 많이 사용되는 것으로 보인다. 그리고 ISO 4915 No. 304의 출현빈도가 높게 나타났는데, 304(zigzag stitch)는 일명 ‘나나이치’로 불리는 것으로, 단춧구멍 이외에 트임 끝 등 재봉 마무리 및 주머니 입구 등에 사용되는 보강 스티치(bar tack)로도 많이 사용되어 304의 출현빈도가 높게 나타난 것으로 판단된다. 또한 장식적인 목적으로 ISO 4915 No. 602가 많이 사용되는 것으로 나타났으며, ‘오버로크’라고 불리는 ISO 4915 No. 504는 원단의 올이 풀리지 않도록 처리하는 방법으로 많이 사용되는 것으로 확인되었다.
하의 품목의 복종별 분석 결과는 Table 8과 같다. 팬츠 작업지시서에서는 ISO 4915 No. 406(74회, 20.05%)과 401(51회, 13.82%)의 사용 빈도가 높게 나타났다. 다음으로는 ISO 4915 No. 103(48회, 13.01%), 304(46회, 12.47%), 301(43회, 11.65%), 407(40회, 10.84%), 602(24회, 6.50%), 그리고 607(20회, 5.42%)등이 사용되는 것으로 나타났다. 스커트는 하의의 밑단 처리에 많이 사용되는 ISO 4915 No. 103(8회, 34.78%)의 사용 빈도가 가장 높은 것으로 나타났다.

Frequency in Use of Stitch Terminology for Bottom
이처럼 컷 앤 쏘운 니트 봉제 과정에서 상의와 하의에 따라 합봉에 가장 많이 사용되고 있는 ISO 4915 No. 514를 제외하고 사용되는 스티치의 종류에 있어서 용도에 따라 차이가 있음을 알 수 있다. 그리고 ISO 4915 No. 406의 사용 빈도가 상·하의 모두 높게 나타난 것으로 보아 ISO 4915 No. 406이 컷 앤 쏘운 니트 봉제 시, 가장 빈번하게 사용되는 스티치임을 확인할 수 있다.
5. 봉제 부위별 스티치 용어의 사용 빈도
상의와 하의의 스티치 사용 빈도에 대한 분석 결과들을 세분화하여 각 부위별 사용 빈도에 대해 분석하였다. 상의의 부위별 스티치 용어 출현빈도를 측정한 결과는 Table 9과 같다. 분석 결과는 상의는 몸판(body)-팔(arms)-칼라, 후드 등을 포함한 목 부위(neck)-기타(etc.) 순으로 나타내었다. 몸판의 경우, 작업지시서에서는 밑단 처리에 사용되는 스티치를 가장 많이 표시되어 있는 것으로 나타났다. 상의 밑단 처리는 총 257개의 스티치 중에서 ISO 4915 No. 406이 183회(71.21%)로 가장 많이 사용되는 것으로 나타났다.

Frequency in Use of Stitch Terminology for Area (Top)
401(28회, 10.89%)과 602(21회, 8.17%) 등 다양한 스티치가 밑단 처리에 사용되고 있는 것으로 분석되었고, 사이드 슬릿(side-slit, 38회) 및 어깨 부위(shoulder, 17회)에서는 ISO 4915 No. 401의 사용 빈도가 높은 것으로 나타났다.
팔 부위의 경우, 소매(sleeve)와 암홀(A.H.)로 나누어 분석하였다. 소매에서는 몸판의 밑단 처리와 마찬가지로 ISO 4915 No. 406의 사용 빈도가 139회(62.05%)로 가장 높게 나타났다. 그리고 401(29회, 12.95%), 602(22회, 9.82%), 504(15회, 6.70%) 등의 순으로 사용되는 것으로 파악되었다. 암홀에서는 ISO 4915 No. 401이 22회로 사용 빈도가 가장 높은 것으로 나타났다. 그 뒤로 602(14회, 25.00%), 406(11회, 19.64%)의 순으로 사용되는 것으로 나타났다.
목 부위의 경우, 네크라인(neckline), 칼라(collar), 후드(hood)로 나누어 분석하였다. 네크라인에서는 401(79회, 74.53%)의 사용이 가장 높게 나타났다. 그리고 406(12회, 11.32%)이 많이 사용되는 것으로 나타났다. 그리고 칼라에서는 301(14회, 66.67%)이, 후드에서는 406(9회, 60.00%)이 많이 사용되는 것으로 나타났다.
기타, 장식적인 목적으로 사용되는 스티치 종류는 ISO 4915 No. 401이 27회(56.25%)로 가장 높게 나타났고, 주머니의 경우는 301(13회, 36.11%), 406(12회, 33.33%)이 많이 사용되었다. 모든 부위의 스티치에 대해 표시한 경우는 총 10부의 작업지시서였으며, ISO 4915 No. 514(8회, 80.00%)가 많이 사용되는 것으로 나타났다(Table 9).
따라서 상의에서 부위별로 사용되는 스티치의 분석 결과를 종합해 보면, ISO 4915 No. 406이 밑단(183회)과 소매(139회)에 가장 많이 사용되는 것으로 나타났다. 따라서 컷 앤 쏘운 니트의 상의 품목에서 밑단, 소매 등 끝 마무리에 ISO 4915 No. 406이 많이 사용되는 스티치로 보여진다. 이는 컷 앤 쏘운 니트의 경우 신축성이 중요하기 때문에 신축성이 좋은 406의 사용 빈도가 높은 것으로 판단되어 진다. 위의 결과는 406이 니트 셔츠 등의 밑단 처리에 가장 많이 사용된다는 「테크니컬 디자인 지침서」(Lee & Camille Steen, 2012)의 내용과 일치하고 있음을 확인할 수 있다.
하의의 부위별 스티치 사용 빈도에 대한 측정한 결과는 Table 10과 같다. 하의는 다리(legs)-허리(waist)-기타(etc.)로 나누어 분석하였다. 다리 부위에서는 상의 몸판과 마찬가지로 밑단 처리 스티치 표시가 가장 많이 나타났다. 밑단 처리에는 ISO 4915 No. 103(48회, 42.11%)과 406(40회, 35.09%)의 순으로 많이 사용되는 것으로 분석되었다. 그리고 다리 부위의 솔기에서는 407(20회, 27.78%)과 607(20회, 27.78%)의 사용 빈도가 높은 것으로 나타났다. 이는 ISO 4915 No. 407은 아래쪽에만 솔기를 커버하고, 시접 끝처리를 함께 해주는 신축성이 좋은 스티치이기 때문으로 보여진다. 또한 607은 강도와 신축성이 좋으며, 솔기를 완전하게 감싸는 스티치이므로 많이 사용되는 것으로 판단되어 진다(Lee & Camille Steen, 2012).
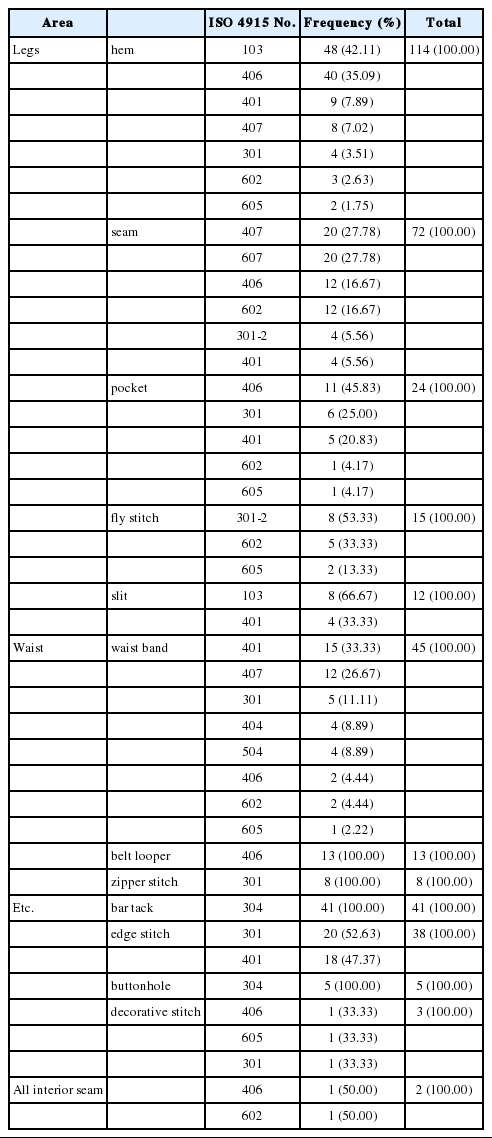
Frequency in Use of Stitch Terminology for Area (Bottom)
허리 부위에서는 허리 밴드, 벨트 고리 및 지퍼로 분류하여 분석하였다. 허리 밴드에서는 주로 ISO 4915 No. 401과 407이 많이 사용되는 것으로 나타났다. 그리고 벨트고리는 수집된 작업지시서 상에서는 406만 사용되는 것으로 나타났다. 이는 ISO 4915 No. 406이 벨트 고리에 가장 잘 사용된다는 「테크니컬 디자인 지침서」(Lee & Camille Steen, 2012)의 내용과 일치하는 결과로 볼 수 있다(Table 10).
결론 및 제언
글로벌한 생산환경으로 변한 생산시스템에서 경쟁력을 높이고 생산 네트워크의 원활한 커뮤니케이션을 위해 본 연구는 국제표준화기구(ISO)에서 제정한 의류 생산에 필요한 용어를 기준으로 컷 앤 쏘운 니트 제품 생산 작업지시서에 사용되는 스티치 사용실태를 파악하고 표준화된 전문 용어 사용을 제안하고자 하였다. 분석 결과를 요약하면 다음과 같다.
첫째, 국제 표준 규격(ISO 4915 No.) 표기에 대해 분석한 결과, 464부 작업지시서 중에서 ISO 4915 No.를 표시한 작업지시서는 4.31%(20부)로 나타났고, 분석한 전체 스티치 용어 1,399개에서 ISO 4915 No.로 표기된 것은 3.15%(44회)로 나타났다. 이는 같은 스티치 종류임에도 바이어와 업체마다 내부에서 사용되는 약자로 표시하는 경우가 많기 때문인 것으로 나타났다.
둘째, 1,399개의 스티치 용어를 국제 표준 규격인 ISO 4915 No.를 기준으로 변경하여 사용 빈도를 측정한 결과, ISO 4915 No. 406(2-needle bottom cover stitch), 401(chain stitch), 301(lock stitch), 304(zig zag lock stitch)의 순으로 출현빈도가 높은 것으로 나타났다. 이는 작업지시서 작성 시, 합봉에 대한 스티치(ISO 4915 No. 514: 2 needle 4 thread overedge)는 따로 표시하지 않고 의복의 마무리와 장식 스티치 등 특별한 목적으로 사용되는 스티치만 텍스트로 표기되어 있기 때문인 것으로 판단된다.
셋째, 상의 품목 작업지시서에 표시된 스티치 용어의 차이를 분석하였다. 분석 결과, 상의는 전체 스티치 사용 빈도와 마찬가지로 ISO 4915 No. 406이 가장 높게 나타났고, 그 다음으로는 401, 301, 그리고 304 등의 순으로 나타났다. 상의 품목을 복종별로 분류하여 분석한 결과, 아우터는 301과 406이 많이 사용되는 것으로 나타났다. 그리고 드레스의 작업지시서에서는 401의 사용 빈도가 가장 높은 것으로 나타났다. T-셔츠는 아우터나 드레스보다 다양한 스티치가 사용되며, 그 중에서 406의 출현빈도가 가장 높게 나타났다. 이러한 결과로 컷 앤 쏘운 니트의 상의 품목 작업 시 가장 많이 사용되는 스티치는 ISO 4915 No. 406과 401임을 확인할 수 있었다.
넷째, 하의 작업지시서에 표시된 스티치에 대해 사용 빈도가 가장 높은 스티치는 상의와 마찬가지로 ISO 4915 No. 406으로 나타났다. 그 다음으로는 제직 의류와 컷 앤 쏘운 니트의 구분없이 하의의 밑단 처리에 가장 많이 사용되는 스티치 ISO 4915 No. 103의 사용빈도가 높게 나타났다. 그리고 하의 품목의 작업지시서를 복종별로 분류하여 스티치 용어를 분석한 결과, 팬츠는 406, 스커트의 경우에는 103의 사용 빈도가 가장 높은 것으로 나타났다.
이와 같이 합봉에 가장 많이 사용되고 있는 ISO 4915 No. 514를 제외하고 상·하의 구분 없이 사용 빈도가 높은 스티치는 406으로 나타났다. 상의에서는 401이나 301 등의 마무리용으로 사용되는 스티치와 304 및 602 등의 단추 구멍 및 장식적 목적의 스티치 사용 빈도가 높은 것으로 나타났으며, 하의에서는 밑단 처리 및 마무리 스티치의 목적으로 103과 401이 많이 사용되는 것으로 나타났다.
마지막으로 상·하의의 스티치 용어들을 부위별 사용에 대해 분석하였다. 상의의 경우, 생산 현장에서 일명 ‘삼봉’이라 불리는 ISO 4915 No. 406은 상의 밑단과 소매 단 처리에 많이 사용되고 있음을 확인하였고 401은 네크라인에 가장 많이 사용되고 밑단이나 소매 끝 스티치로 많이 사용되고 있었다. 하의의 경우에서도 ISO 4915 No. 406이 전체 사용 빈도에서는 가장 높게 나타났다. 그러나 부위별 스티치 용어 출현 빈도에서는 ISO 4915 No. 103이 밑단 처리로 가장 많이 사용되는 것으로 나타났다.
위의 결과들을 바탕으로 도출한 결론들은 다음과 같다.
첫째, 본 연구는 글로벌한 패션 산업현장에서 테크니컬 디자인 업무의 역량 강화를 위한 기초자료를 마련하고자 의류 벤더 업체에서 사용하고 있는 봉제 용어에 대하여 분석하였다. 분석 결과, 컷 앤 쏘운 니트 제품 생산에서 많이 사용 되어지는 스티치 용어들을 순서대로 파악할 수 있었다. 이러한 결과를 바탕으로 출현빈도가 높은 용어들을 중심으로 국제 표준 규격 용어 사용을 시행하도록 하는 것이 생산 관련 협력 부서 간에 커뮤니케이션의 오류를 줄이고 정확한 정보 전달에 있어서 중요할 것으로 판단된다.
둘째, 테크니컬 디자이너들은 생산에 관련된 모든 구성원들이 제품에 대해 소통할 수 있도록 하는 중간자 역할을 수행하게 된다. 이를 위해 정확하고 표준화된 전문 용어 사용이 중요하다고 볼 수 있다. 패션산업에서 국제 표준 용어 사용과 그에 대한 교육은 글로벌 생산환경에서의 경쟁력을 키우는 하나의 방안이므로 많이 사용되는 스티치 및 그에 대한 표준 용어 실무교육이 실시되어야 할 것으로 사료된다.
셋째, 업체와 교육기관의 지속 가능한 발전을 위해 테크니컬 디자이너의 다양한 업무에 대해서 적극적인 상호교류와 함께 연구·개발이 필요할 것으로 사료된다.
본 연구는 테크니컬 디자인 업무의 역량 강화를 위한 교육 프로그램 및 실무교육을 위한 기초자료로 활용될 수 있을 것으로 기대된다. 그러나 본 연구의 분석에 사용된 작업지시서에는 기본적인 합봉에 사용되는 스티치에 대해 직접 표시되지 않았기 때문에 합봉에 대한 스티치는 제외하고 장식 및 기능적 목적으로 사용된 스티치만 분석에 사용되었다. 따라서 컷 앤 쏘운 니트 봉제 전체에 사용되는 스티치 사용에 대한 일반화에는 한계가 있다. 또한 국내 벤더 업체 중 소규모 업체 일부만을 대상으로 하였고, 2015년에서 2017년까지 일정 기간의 작업지시서만 분석하였으므로 일반화에는 주의를 기울여야 할 것으로 판단된다.